




Type :
CL701/CL1001/CL2001/CL3001
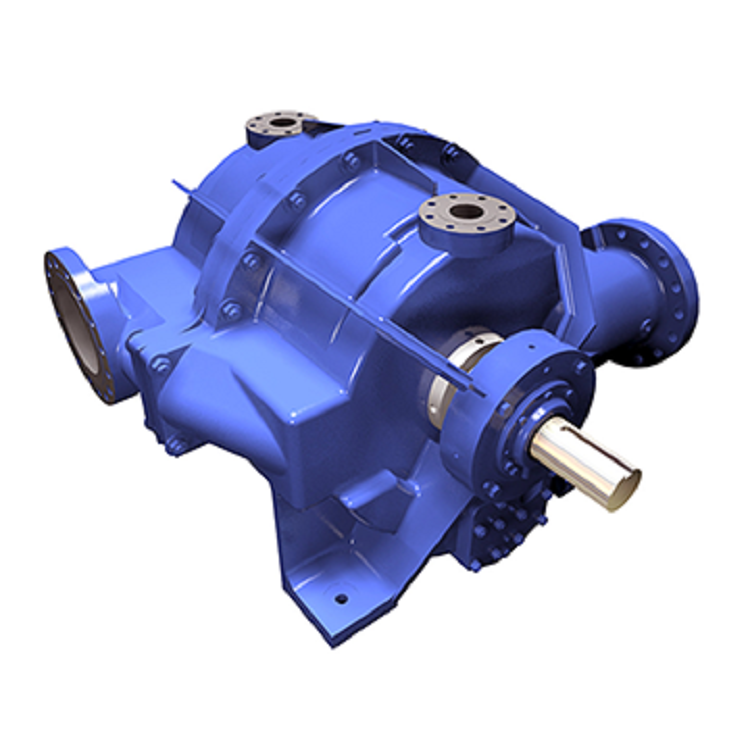
Product Description
The CL series conical vacuum pump adopts a conical port structure to achieve suction and discharge. Compared with the axial suction and discharge of the flat valve plate, it has the characteristics of large cross-sectional area, wide channel and small flow resistance. It can save 18% energy when pumping air and 28% energy when pumping saturated steam, and the impeller has good sealing and strong rigidity.
Our CL series offers medium to large capacity single stage vacuum pumps ideal for demanding industrial applications and harsh environments. This heavy duty pump design is suitable for a wide range of applications, typically including dewatering in the paper industry and vacuum filtration in ore processing.
Some applications require vacuum and compression in one process. Instead of handling gas with two separate machines, our liquid ring vacuum pump and compressor models require only one pump to get the job done, reducing costs and simplifying installation.
Do you want to use an existing Do you save water while CL? The NASH ECO-FLO ™ Upgrade can help.
l Reduce water usage by up to 50%
l Inlet and outlet piping unchanged-process piping unchanged
l Use existing bases, motors and drives
Technical parameters
|
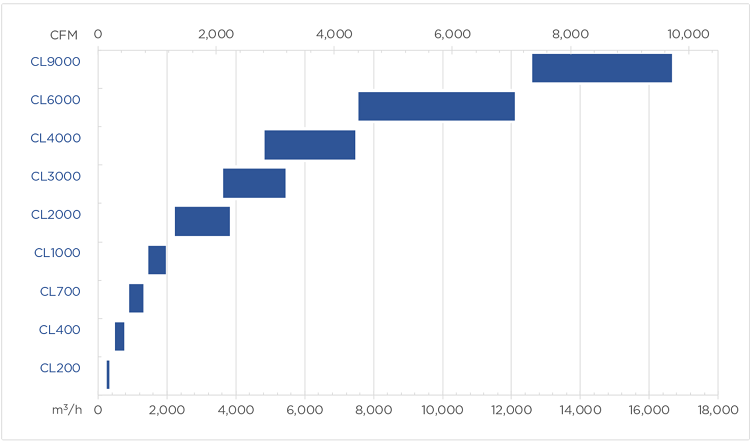
l Suction: 240 to 16,500 m3/ Hours (140 to 14,800 ACFM) l Vacuum range: to 100 mbar absolute (to 3 inHgA) l Maximum exhaust pressure: 2.5 bar absolute (20 psig) l Differential pressure: to 1.5 bar (22 psi) l Shaft seal: stuffing box (standard), mechanical seal (single acting/double acting) available upon request l Material: cast iron, stainless steel |
CL series graph
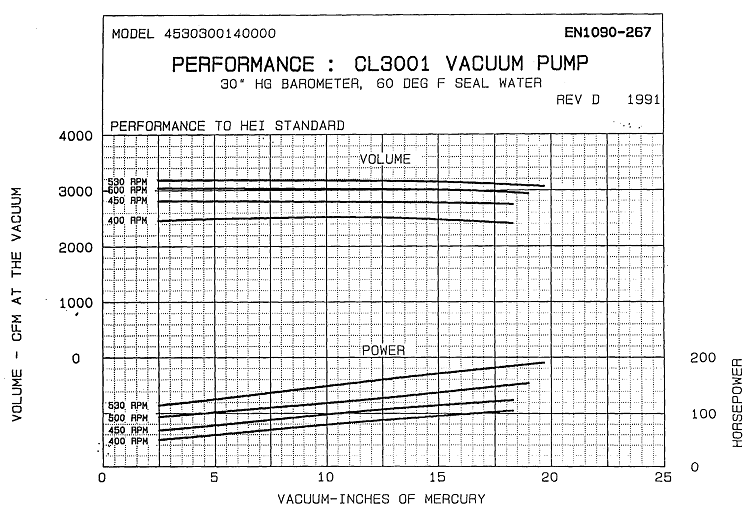
· High Capacity Performance: Designed to handle large-scale vacuum requirements with ease.
· Energy Efficiency: Optimized for reduced power consumption, ensuring cost-effective operations.
· Moisture Handling Capability: Excels in managing wet gases and vapor-laden processes.
· Durable Construction: Built to withstand harsh industrial environments and heavy-duty use.
· Low Maintenance: Simplifies operations and reduces downtime, increasing overall productivity.
CL Series Large Capacity Liquid Ring Vacuum Pump – Reliable Industrial Vacuum Solutions
The CL series liquid ring vacuum pump offers unmatched reliability and efficiency for high-capacity industrial applications. Built to handle heavy-duty processes, the CL series provides robust performance while managing moisture-laden gases and ensuring energy-efficient operations.
·
Applications:
·
o Chemical Industry: Efficiently handles vapor recovery and gas separation.
o Power Generation: Reliable vacuum solutions for turbines and condensers.
o Pulp and Paper: Ideal for moisture control and vacuum-assisted drying.
o Environmental Solutions: Effective in wastewater treatment and vapor management.
o General Industrial Use: Suitable for large-scale drying, forming, and coating processes.
Advantages:
o High suction volumes for demanding industrial applications.
o Reliable operation in moisture-rich environments.
o Energy-efficient design reduces operational costs.
o Built for long-term durability in harsh industrial settings.
The image should showcase the CL series pump in a professional industrial environment, such as a chemical processing plant, power station, or paper mill. Use annotations or icons to emphasize its large capacity, energy efficiency, and moisture handling capabilities.
Tags :
Tel : +86-15880223078
WhatsApp : +86-13959235484
Email : vacuum@xiamenbest.com
Address : No. 19, Dongan Qianzhanli, Jimei District, Xiamen city china
































